
����ĸ�߲� > ĸ����Ѷ > ��ҵ�Ļ� >
����ĸ�߲�������˾ĸ��������������
�༭��admin ����� ����ʱ�䣺2013-07-14 14:47
����ĸ�������������� Q/ZLQJG JZ18-2009
1 ���÷�Χ
������涨��ĸ�������Ĺ���Ҫ��Ͳ��������������ڱ���˾������ѹ�������豸��Ʒ��ĸ�ź;�Եĸ�ߵ����ơ�
2 �豸������
2.1 �豸
- SWP—12Aĸ�ӹ�����YCK21�����
-
̨�ꡢ�ֵ��ꡣ ��
- ����
- ����
- ĸ�ߵ�ѡ��
������;��ͬ��ĸ�߲��Ϸ�ΪӲĸ�ߺ;�Եĸ�����֡�ͨ��Ӳĸ��ѡ��TMY����ͭĸ�ߣ���Եĸ��ѡ��BVR��BV��ͭ�ߡ�
- ����·ĸ�߽������ѡ��
3.2.2ĸ�߽�����Ĺ��Ӧ�����û�ͼֽҪ��ȷ������Ӧ��С����ʽ���鱨��ȷ�ϵ�ĸ�߽���������ȷ����֤��Ʒ��һ���ԡ�
3.2.3����·ĸ�ߣ��ţ��;�Ե���ߵ�����������һ�㰴��С�ڿ���ͨ���õ�·�����������1.5����ѡ�ɰ���1����2�ο�ѡ�á�
- ĸ�ӹ��Ĺ��ռ�����Ҫ��
4.1.1 ��ͼֽ��ѡ�ߡ�ȷ�����������ߴ硣
4.1.2 ����ǰ��������ֱ�߶�Ҫ��Ľ��дֵ�ƽ�䡢���䡢�ﵽ��Ϊֹ��
4.1.3 ��չ���ߴ����ϡ�
��1 ��ĸ�������������ο�ѡ�ñ�
| ������A�� | ��ĸ��(TMY)/��� mm2 | N��PE��(TMY)/��� mm2 |
| 100 | 3×15 | 4×15 |
| 125 | 3×15 | 4×15 |
| 160 | 3×20 | 4×20 |
| 200 | 3×25 | 4×20 |
| 250 | 3×30 | 4×25 |
| 315 | 5×30 | 4×25 |
| 400 | 5×40 | 5×25 |
| 500 | 5×50 | 5×25 |
| 630��600�� | 5×50 | 5×25 |
| 800 | 6×80 | 4×50 |
| 1000 | 6×100 | 4×50 |
| 1250 | 6×125 | |
| 1600��1500�� | 6×150 | 10×50 |
| 2000 | 8×200 | |
| 2500 | 8×230 |
��2 ��ͭ��Ե�ߣ�BV��BVR�������������ο�ѡ�ñ�
| ������A�� | ����mm2 | ������A�� | ����mm2 |
| 10 | 2.5 | 125 | 50 |
| 16 | 2.5 | 160 | 70 |
| 20 | 4 | 200 | 95 |
| 25 | 4 | 225 | 95 |
| 32 | 6 | 250 | 120 |
| 40 | 10 | ||
| 50 | 10 | ||
| 63 | 16 | ||
| 80 | 25 | ||
| 100 | 35 |
4.1.5 ��ס���ס�ȥë�̡�
4.1.6 ����������ƽ�䡢���䡢�黨�䡣
4.1.7��ס���ף�ȥë�̼�����ĵ��ǡ�
4.1.8��ѧ��ϴ(����Э)��
4.1.9������/������(��������)��
4.1.10��װ��
4.1.11�����߶Բ�Ʒ���г��졣
4.2 ������ԱҪ��
4.2.1 Ӧ��Ϥ������Ʒ��ͼֽ������Ҫ����ͼֽ�г��õĵ���ͼ�η��ź����ַ��š�
4.2.2Ӧ�˽�������Ʒ�����ø���Ԫ�������������ϵ����ơ��ͺš����ͼ��δ��Ҫ��ģ��������ӵ�������Ԫ����˵��������IJ���ѡ�ã�ͬʱҪ���ǹ��յ������Ժͻ�еǿ�ȵ�������ء�
4.2.3Ӧ������ʹ�õ��豸�����ߵ����ܡ���;��ά������֪ʶ���ϸ����ذ�ȫ������̡�
4.2.4 Ӧ�������������ֳ��Ĺ����������Թ��ߡ�����Ӧ�ڷ����룬��ֹ���������ˡ���ʴ������
4.3 �ӹ�ǰ����
4.3.1��������Ʒ��ϵͳͼ��Ԫ�������ñ���Ҫ��ȷ������·ĸ�߽��浽�ֿ���ȡ�����ͭ�š���Ե���ߺ������ϣ�����ϸ�˶��ͺš����������
4.3.2 ͭ��Ҫ��ƽֱ������Ӧ��ࡢƽ�������������ԵĴ��ۡ����ӵ�ȱ�ݡ����а������ơ����塢�����PŤ�����εȽ���������IJ���ʹ�á�
4.3.3 ĸ���þ�Ե������ۡ���Ե��Ӧ���������3C��֤��־����ɫ������Ӧ����Ҫ�Զ�о���ߵ��µĽṹӦ����Ҫ��
5 ĸ�żӹ��Ĺ���Ҫ��
5.1 ĸ�ŵ����ϼ�����
a) ������·���߷����ʵ���������ĸ�ų��ȣ������ʵ�����������ĸ�ӹ�����ɰ���и���Ͻ�ȡĸ�ţ�ĸ�ߵ��пڴ�Ӧ��ë�̣���ǵ��ۣ���һֱ������ĸ�߱�Ե��ֱ�ǣ�����Ҫ����⣩����ë�̡�����ͼ�ǵ�Ӧ��ﱵ���ȥ���Է�ֹ������˷ŵ磬������װ��ά����
b) ���Ϻ��ĸ�ž��������治ƽ����Ӧ��ĸ�ŷ���ƽ̨�ϻ�ƽֱ�����Ͻ��н�������Ӳ��ľ��ֱ���ô�ƽֱ��Ҳ����ľ�����飨ͭ������ľ����ɣ�����ĸ�������ִ�����ô�ƽֱ���ô�ʱ����Ҫ�ʵ����Ͻ����ִ�ֱ���ô���ƽ���ĸ�ű���Ӧ�����Դ�ӡ���˺ۺͰ��ӵ�ȱ�ݡ�
c) ���Ϻ��ĸ�ŶϿڴ�ֱ�Ƕ�ƫ�������в����ĺ��ƫ�ͨ������3����4�Ĺ涨��
d) ���Ϻ��ͭĸ�߽���ļ���ֵ��Ӧ����ԭ�������3%����ĸ�߽���ļ���ֵ��Ӧ����ԭ�������5%��
��3 �Ͽڴ�ֱ�Ƕ�ƫ��ֵ mm
| ĸ�ſ���B | ��40 | ��40��60 | ��60��120 |
| ֱ�Ƕ�ƫ��ֵδ | 0.8 | 1.0 | 1.2 |
��4 ���ƫ��ֵ mm
| ĸ�ź��t | 3��4 | 4��5 | 5��6 | 6��10 |
| ���ƫ��δ1 | 0.5 | 0.7 | 1.0 | 1.2 |
5.2 ĸ�ŵ�����
5.2.1����ƽ��Ҫ���ĸ�Ű�����·�����ߺ���ĸ�ӹ����Ͻ������䣬����ĸ��Ӧ������������������ͨ����ƽ�䡢�����Ť��������ʽ��һ���Ƽ�ƽ�䡣ĸ��ֻ���䣬�����䡣
����Сĸ�ſ���ĸ�ӹ�����̨��ǯ�������Ƚ�ĸ������̨��ǯ��ǯ���У���ǯ����Ӧ���������Ӳľ�����⼷��ĸ�ţ�Ȼ�����ְ嶯ĸ�ţ�ʹĸ����������Ҫ�ĽǶȡ�
5.2.2 ĸ������ʱӦ�������¹涨��
- ĸ�������������Ӵ�Ӧ����30mm���Ͼ��룬�Ա���ʩ����
- ����������ʼ����Ե��Ӧ��30mm���Ͼ��룬����Ӧ����0.25L��L—����������֧�־�Ե֧�Ӽ���ĸ�������ߵľ��룩����ʹĸ����������װ���ι̡�
- ĸ��ƽ��ʱ��С���������뾶����5��
e) ĸ��Ť�����ĸ��Ť�����ĸ��Ť��90°ʱ��Ťת���ֵij���ӦΪĸ�߿��ȵ�2.5—5������3×30mmĸ��Ť�䳤��Ӧ����75—150mm������ĸ�ŵ������Ƕ�Ҫһ�£���֤�����Ӱ�װʱ����Ӧ����Ӧ����
f��ĸ�����������ó������Ƽ�����0.5mm���ϵ����ơ�
��5 ĸ��ƽ����С���������뾶
| ĸ�Ź��mm�� | ��С�����뾶 | |
| ͭ | �� | |
| 50×5�������� | 2a | 2a |
| 120×10�������� | 2a | 2.5a |
��6 ĸ��������С���������뾶
| ĸ�Ž��棨mm�� | ��С�����뾶 | |
| ͭ | �� | |
| 50×5�������� | 1b | 1.5b |
| 120×10�������� | 1.5b | 2b |
5.3 ĸ�ŵ����ӿ���
5.3.1Ӳĸ�߲�����˨���ӹ̶�ʱ����˨��ĸ���ϵķֲ��ijߴ�Ϳ��Ĵ�СӦ���Ͼ���ĸ�ߴ��Ҫ��Ĺ涨������7����8��
5.3.2ĸ�ŵ����ӿ��ײ��ó����ס�
5.3.3 ĸ�߽�ͷ���ֱ���˴�����˨ֱ��1mm�����Ӧ��ֱ������б����Ӧ����˫�滮�ף���ǵ��ۣ�����ױ�Ե��ë�̣������ɱߡ�
5.3.4 ��Ƭĸ������ʱĸ�ŵ���������Ӧһ�£��Ա���ĸ�ż�϶��ͬ��ƽ�����ۡ�
5.4 ĸ�ű��漰�����ļӹ�����
5.4.1 ���ĸ�������㡣
ͭĸ�Ų�����ϴ����ĸ�Ų��ü�ϴ�������������ĸ�ű���Ӧ������Ĥ����Ӧ�Գ�ԭ�в��ϵĽ�������ĸ�߽Ӵ���ӹ�����ƽ�����������ࣻ
5.4.2ĸ����ĸ�ţ�ĸ�����֧�ߣ�ĸ����������߶��Ӵ��ʱ��Ӧ��ȡ���绯��ʴ�Ĵ�ʩ��������Ĵ���Ӧ�������й涨��
a��ͭ��ͭ����ֱ�����ӣ�����������
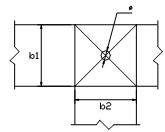
��7 ����ĸ�ߴ��Ҫ��
| �����ʽ | ��� | ��� | ���ӳߴ磨mm�� | ���Ҫ�� | ��˨��� | |||
| b1 | b2 | a | φ | ���� | ||||
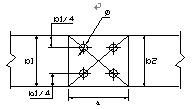 |
ֱ������ | 1 | 125 | 125 | b1��b2 | 21 | 4 | M20 |
| 2 | 100 | 100 | b1��b2 | 17 | 4 | M16 | ||
| 3 | 80 | 80 | b1��b2 | 13 | 4 | M12 | ||
| 4 | 63 | 63 | b1��b2 | 11 | 4 | M10 | ||
| 5 | 50 | 50 | b1��b2 | 9 | 4 | M8 | ||
| 6 | 45 | 45 | b1��b2 | 9 | 4 | M8 | ||
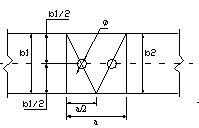 |
ֱ������ | 7 | 40 | 40 | 80 | 13 | 2 | M12 |
| 8 | 31.5 | 31.5 | 63 | 11 | 2 | M10 | ||
| 9 | 25 | 25 | 50 | 9 | 2 | M8 | ||
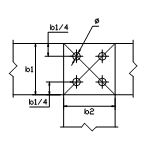 |
��ֱ���� | 10 | 125 | 125 | 21 | 4 | M20 | |
| 11 | 125 | 100-80 | 17 | 4 | M16 | |||
| 12 | 125 | 63 | 13 | 4 | M12 | |||
| 13 | 100 | 100~80 | 17 | 4 | M16 | |||
| 14 | 80 | 80~63 | 13 | 4 | M12 | |||
| 15 | 63 | 63~50 | 11 | 4 | M10 | |||
| 16 | 50 | 50 | 9 | 4 | M8 | |||
| 17 | 45 | 45 | 9 | 4 | M8 | |||
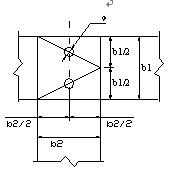 |
��ֱ���� |
18 | 125 | 50-40 | 17 | 2 | M16 | |
| 19 | 100 | 63~40 | 17 | 2 | M16 | |||
| 20 | 80 | 63~40 | 15 | 2 | M14 | |||
| 21 | 63 | 50~40 | 13 | 2 | M12 | |||
| 22 | 50 | 45~40 | 11 | 2 | M10 | |||
| 23 | 63 | 31.5~25 | 11 | 2 | M10 | |||
| 24 | 50 | 31.5~25 | 9 | 2 | M8 | |||
| �����ʽ | ��� | ��� | ���ӳߴ磨mm�� | ���Ҫ�� | ��˨��� | |||
| b1 | b2 | a | φ | ���� | ||||
 |
25 |
125 | 31.5-25 | 60 | 11 | 2 | M10 | |
|
26 |
100 | 31.5-25 | 60 | 9 | 2 | M8 | ||
|
27 |
80 | 31.5-25 | 50 | 9 | 2 | M8 | ||
 |
��ֱ���� | 28 | 40 | 40~31.5 | 13 | 1 | M12 | |
| 29 | 40 | 25 | 11 | 1 | M10 | |||
| 30 | 31.5 | 31.5~25 | 11 | 1 | M10 | |||
| 31 | 25 | 22 | 9 | 1 | M8 | |||
��8
| ĸ�߹��mm | M6 | M8 | M10 | M12 | M12 | M10 | M12 | M12 | M16 | M16 | |
|
�� ˨ |
��� | 15×3 | 20×3 | 25×3 | 30×3 | 40×4 | 50×6 | 60×6 | 80×8 | 100×10 | 120×10 |
| ���� | 1 | 1 | 1 | 1 | 1 | 2 | 2 | 4 | 4 | 4 | |
b����������ȥ������Ĥ������Ϳ��������֬��
c��ͭ������ͭ����Ӧ��������ȥ������Ĥ����Ӵ�����Ϳ��������֬��
5.4.3�ӹ�����ͨ���л�е�ӹ�����ﱼӹ��ȡ��ӹ���ͭĸ�߽���ļ���ֵ��
5.5 ��ĸ�ŵ�Ϳ���㡢�������м���ɫ��־
- ��ĸ�ű����ӦͿ���ȫ�������������������ܡ�Ϳ��Ӧ���ȣ�����Ƥ����Ƥ�����ۡ��ѻ���ȱ�ݣ���Ӧ����һ�£�
- ĸ�ߵ������־����ɫ�������𣬵�ɫ��Ϳ��ɫ���ȫ��������������ĸ�ŵĿ��������ʵ���С��Բ�������־�������־Ҫ����Ϳɫ�
- ĸ�������־�����У��Ӳ�Ʒ��������Ӧ���ϱ�9�涨��
5.6 ĸ�ߵ������밲װ
5.6.1 ĸ�����߷���һ���ɼӹ���ȷ����Ӧ���ǰ�װ��ȫ�ɿ������Ͳ�ж���㡣
��9 ĸ�ߵ��������м���ɫ��־
| ���� | Ϳ ɫ | �� �� λ �� | ||
A��U�� |
�� | �� | Զ | �� |
| B��V�� | �� | �� | �� | �� |
| C��W�� | �� | �� | �� | �� |
| �����ߣ�N�� | ���� | ���� | ��� | ���� |
| �������壨PE�� | ����˫ɫ | |||
2. ֱ��ĸ��Ϳ����ɫ��־������Ϊ��ɫ������Ϊ��ɫ��
5.6.2 �����豸�ڲ�ͬ���Ե���¶������֮���Լ����������֮���ĸ�߰�װʱ�İ�ȫ���ࡢ������϶���������Ҫ��
a��ĸ�ߵ�����Ӧ������Ԫ�������ֲ�С��10mm�ľ��룬���÷�������Ԫ���İ�װ��������
b��ĸ��ˮƽ����ֱ������ṹ�ײ���С���벻��С��150mm��
c��ĸ�ߵĵ�����϶������������������Ҫ��ʱ������Сֵ����10�涨ʩ����
d��ĸ��Ӧ�ܿ��ɻ�������Ԫ��������涨����11����12����13������������·��Խ�γɱպϴ�·�Ľ������ʱ��������������ĸ��Ӧ��ͬһ�����ͨ����
��10 ĸ�ߵĵ�����϶�����������Сֵ
| ��� | ������϶mm | �������mm |
| ��ѹ�������豸 | 10 | 12.5 |
| ĸ�߲� | 10 | 12.5 |
| ��ѹ�����(����) | 6 | 8 |
- ����ʱ��ĸ�ŵ����Ӳ��ֽӴ���ӦͿ��һ���������֬��
��11 ĸ���뷢�ȼ�Ӧ���־�����Сֵ
| ���ȼ����ʣ�W�� | Ӧ���־���mm | ||
| �Ϸ� | �·� | � | |
| 7.5 | 30 | 10 | 10 |
| 15 | 30 | 10 | 10 |
| 25 | 100 | 20 | 20 |
| 50 | 100 | 20 | 20 |
| 100 | 100 | 30 | 30 |
| 150 | 150 | 30 | 30 |
| 200 | 150 | 30 | 30 |
| �ͺ� | ��������DZ20 | ��������DW15 | ||||||||
| ���(A) | 100/3 | 250/3 | 600/3 | 200/3 | 400/3 | 630/3 | 1000/3 | 1500/3 | 2500/3 | 4000/3 |
| �ɻ�����mm | 80 | 100 | 100 | 280 | 280 | 280 | 350 | 350 | 350 | 400 |
| �ͺ� | ���A�� | �ɻ�����mm | �ͺ� | ���A�� | �ɻ�����mm | ||
|
CJ10 �� �� �� �� �� |
10 | 15 | L | M | |||
| 20 | 15 |
CJ12 ���� �Ӵ��� |
100 | 50 | 50 | ||
| 40 | 30 | 150 | 70 | 70 | |||
| 60 | 30 | 250 | 70 | 80 | |||
| 100 | 75 | 400 | 100 | 80 | |||
| 150 | 80 | 600 | 120 | 150 | |||
LM |
100 | 40 | 40 | ||||
| 150 | 45 | 40 | |||||
| 250 | 50 | 50 | |||||
| 400 | 90 | 90 | |||||
| 600 | 100 | 100 | |||||
- ��˨����Ӧ�Խ��̺�¶����ĸ2—3��Ϊ�ˣ�
f��ĸ��������ʱӦע�����ӿڲ���λ��Ҫ���ƽ��ֱ��Ȼ�Ǻϣ��Ӵ�����Ӧ���ӽ��ܣ��Ҳ����ĸ�����ĸ��������һ��
��14 ������˨�Ľ�������ֵ
| ��˨���mm�� | ����ֵ��N.m�� |
| M8 | 9~11 |
| M10 | 18~23 |
| M12 | 31~39 |
| M14 | 51~61 |
| M16 | 79~98 |
| M18 | 98~127 |
j��ĸ�ߴ�ӱ��뱣֤��������ã���䲻����ë�̣���ƽ��϶�����������M10������˨��50mm�������ϣ���Ӧ������ƽ��棨�Ӻ�
k��ĸ�߰�װ��Ϻ�����֧�ŵ����´�����������ƫ��ô���4mm��
l��ĸ�߰�װ��Ӧ���ֱ���������ۣ���������Ĥ�����������ۡ�
5.6.4ĸ�ߵ����ӺͲ��÷�ʽ����Ե֧�ż�Ӧ����Ԥ�ڶ�·������Ҫ��ĸ�ߵľ�Ե֧�ż��ļ��Ӧ�����ھ�Ե֧�ż���·ǿ������ʱ�ļ�ࣻ�����·ǿ��Ҫ��ʱ��ĸ��ҲӦ���㹻�Ļ�еǿ�ȣ���ĸ�߳�����15�涨ʱ���м�Ӧ��֧�ż���
��15 ĸ�߹̶�֧�ż�� mm
| ĸ�߿��� | ���� | ĸ�߿��� | ���� | ĸ�߿��� | ���� |
| ≤30 | ≤300 | ≤50 | ≤600 | ≥60 | ≤900 |
6.1 ��Ҫ����
6.1.1 һ������һ��ĸ��Ӧ���þ���ĸ�ߣ����ڲ��ܱ�֤������϶����������Լ��������b����������£���ѡ�þ�Ե���ߡ�
6.1.2 ��Ե���ߵ���ɫһ��ѡ�ú�ɫ�����������ɫʱӦ����11���з�ɫ��
6.1.3 ��Ե���ߵ��ͺ�һ��ѡ��BVR��BV��RV��ͭ�ߡ�
6.1.4 ��Ե���ߵĽ��������2����ѡ�ã���Ӧ���㱾����3.2.2�����Ҫ��
6.2 ��ͷѹ��
6.2.1 ������
6.2.1.1 ���ݵ��ߺ�Ԫ�����İ�װλ�á�����������ÿ�����ߵij��ȡ��������߷����������ߣ�����Ҫ����һ������������������ʱҪ����40��50mm���Է������������������Ȳ��������߿�����˿��ֱ��������̨ǯ����˿ǯǿ����ֱ��
6.2.1.2 ��Ե���ߵĽ��������2����ѡ�ã���Ӧ���㱾����3.2.2�����Ҫ��
6.2.1.3���ݵ���ֱ�����ð���ǯ��繤ǯ��ȥ�����ʵ��ľ�Ե��Ƥ����������ͭо�����߳���Ӧ�������ݶ�ֱ�������ӷ�ʽȷ���ڵ���ѹ�Ӷ�ͷ�IJ�λ��ȥ��Ե�㣬¶����о�ij���Ӧ�Դ���ͭѹ�Ӷ�ͷ�ܲ��ֳ��ȵ�2��3mm��
6.2.1.4 ͭѹ�Ӷ�ͷ���治Ӧ��ë�̡����ƣ��ӷ촦����ƽ�������Ʋ�������ްߵ��ȱ�ݡ�
6.2.1.5 ʹ��BVR��ɾ�Ե����ʱ��Ӧ�ڶ�ͷ��ѹ�Ӿ�����ƴ�����ͭ����ѹ��ͷ����ѹ��ͷ�Ŀھ�Ӧ�뵼��ֱ��ƥ�䣻�����߽������6 mm²����ʱ�����ֶ���ѹǯѹ�ӡ������߽��������6 mm²ʱӦ��Һѹǯѹ�ӡ�ѹ��ʱ��ǯ��Ҫ�����߾�ѡ�ã�ѹ�Ӻ��ͷ�����ɶ���
6.2.2 ��ͷѹ�ӵļ���Ҫ��
6.2.2.1 ��ͷ������ѹ�ӣ����ߡ���ͷ��ѹ�ӳ�ģ����ѹ��ģ��Ӧƥ�䡣
6.2.2.2 6��16 mm²���ߵĶ�ͷѹ�ӿ��ó����ֶ���ѹǯѹ�ӡ�25 mm²�����ϵ��ߵĶ�ͷѹ��Ӧ���ö�ͷѹ�ӻ���һ��ΪҺѹʽ������ѹ�ӳ�ģ�ڳ崲��ѹ�ӡ�
6.2.2.3 ��ͷѹ��ǰӦ�ڵ�������������Ӧ�����ɫ�������ܡ���ͷӦѹ�������ù�������ɣ�ѹ�ú�Ľ����Ӧ���ڻ���ڵ��߽�����Ͷ�ͷ�ܽ����֮�͡�
6.2.2.4 ��ɾ�Ե����Ӧ��ͭ�ƽ��߶��ӣ��߱��ӣ�ѹ�ӣ�ѹ�ӷ�ʽ�ɰ���16ѡ�á�
��16 ��ɾ�Ե��ѹ�ӷ�ʽѡ�ñ�
| �� �� | ѹ�ӹ��� | ��������mm² | �����ݶ�M |
| SC2.5-4.5.6 | ѹ��ǯ | 2-2.5 | 4.5.6 |
| SC4-4.5.6 | ѹ��ǯ | 4 | 4.5.6 |
| SC6-4.5.6 | ѹ��ǯ | 6 | 4.5.6 |
| SC10-6.8.10 | Һѹǯ | 10 | 6.8.10 |
| SC16-6.8.10 | Һѹǯ | 16 | 6.8.10 |
| SC25-6.8.10 | Һѹǯ | 25 | 6.8.10 |
6.3��������
�����ڶ�ͷѹ�ú�Ӧ�������ڳ����е�ʵ��λ�ú����������ƣ��������������С�ĵ��߿������������ƣ�����ϴ�ĵ��߿��Ե������ƣ����ƿ������ֹ���Ҳ�������������Ͻ��У��������ڰ뾶Ӧ��С�ڵ��߾�Ե�⾶��2��3����
6.4 ���ߵ������밲װ
6.4.1 ����Ӧ�������豸������·ͼ��Ҫ����а�װ�����裩�������С�ĵ���Ӧ������·�����·���������������ó���������·��ÿ����Ϊһ����·��������ϴ�ĵ���ֻ�ܰ�ÿ����·�����������ĵ���Ӧ�������裬��������������
6.4.2 ÿ��������ÿ������浼��Ӧ���ʵ���λ�ý��й̶����Ա��ڵ�·������·ʱ����������Ӧ�����ᵼ�µ��ߵĹ�����ƶ�������������Ԫ�����豸��
6.4.3 �����ڰ�װ�ú�Ӧ��֤������ȷ������������ƽ��ֱ���������ۣ�����Ӱ�쵼�ߵ�ɢ�ȣ�Ҳ��Ӱ����������Ԫ�����豸���������С�
6.4.4 �������Ӧ����������һ�����������ۻ�������������Բ�Ρ���������Ӧ��ƽ��ֱ���������ۡ�����Ӧ������������̶���ˮƽʱÿ300mm����ֱʱÿ400mm�̶�һ�Ρ�
6.4.5 �����߸����϶�ʱҲ�ɷ��������߲��ڣ����߲۶���Ӧ�и����롣
6.4.6 ���߽�ͷ��������Բ��ʱ������ֱ�����ڽ����ݶ�ֱ��0.5��1mm��ԲȦ�뵼�߲�֮�����2 mm����������������ݶ���ת����һ�¡�
6.4. 7������Ԫ���ӵ��ĸ������ʱ���ݶ�š����ÿ�����ӵĽӵ���ֻ������һ���ߣ��������ʱ�ɽӶ���ߣ���Ӧ�þ���ĸ������չƬ������һ������ѹ�����Ե�ߡ�
6.4.8 ���ӵ�����Ԫ��������ε��裩�ϵľ�Ե����Ӧ���ǵ����ȶԾ�Ե���ߵ�Ӱ�죬����ȡ�ʵ��Ĵ�ʩ����Ե�����뷢��Ԫ��֮��������10-1��
6.4.9 ���ӵ����м䲻Ӧ�нʽӵ㣬����Ӧ�������ڶ����Ͻ��С�
6.4.10 һ��ĸ�������Ӷ�����ʱ������ĸ���ϵ�����ף�����˨���̡�
6.4.11 ���߲������һ�ֱ�������ڵ������ϡ�
7 ��ȫ����
7.1 ������ԱӦ��������豸�����ĵ�ѹ�Ƿ������������ʹ�õĵ���ʵ�б������㡣
7.2 ������õ����Ľ�ͷ�����ߡ���������Ӧ��ʱ�����������������ʪ�ִ���������ͷ��
7.3 �������ײ���̨�꣬�ڶ�6mm���Ͽ����мӹ�ʱӦ�Թ������Թ̶���
7.4 �ڽ���ĸ������ʱҪ��ֹ�����֡�
7.5 ��װ�깤Ӧ���涨��д��Ҫ�ļ�¼��
http://www.zlmjmx.com/
- ����������˾�������Ϲ�������
- �������Ϲ������� Q/ZLQJG JZ11-2009 ����
- ����������˾ͨ���������̨�������
- ͨ���������̨������� Q/ZLQJG JZ44����
- ��ŷ���������
- ��ŷ��������� Q/ZLQJG JZ43-2009 1����