
中联母线槽 > 母线资讯 > 企业文化 >
北京母线槽中联公司折弯工艺守则
编辑:admin 浏览: 添加时间:2013-05-24 07:56
折弯工艺守则 Q/ZLQJG JZ13-2009
1 适用范围
本守则适用于本公司生产低压成套开关设备柜(箱)体的板材剪切和/或冲压后需要折弯的工艺。
2 设备
W67Y-40/2500折弯机。
3 工装和工具
a)各种形状,尺寸的弯刀及弯槽;
b)三用游标卡尺、钢卷尺、角度尺;
c)活搬手、手锤、平台。
4 工艺规程
4.1 操作工作应首先根据生产计划,熟悉图纸,明确折弯工艺要求(弯边方向尺寸)。
4.2 根据图纸展开图计算弯边尺寸。
a)直角弯曲弯边尺寸L按图1中公式计算,式中△值由表1查出;
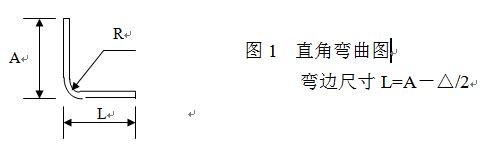
表1 △值表 单位:mm
|
△ 料厚 R |
1 | 1.5 | 2 | 3 | 4 | 5 | 6 |
| 1 | 2 | 2.5 | — | — | — | — | — |
| 2.3 | 2.5 | 3.5 | 4 | 5.5 | 7 | 9 | 10 |
| 8 | 5.5 | 6 | 6.4 | 7.8 | 10.5 | 11.4 | 12.4 |
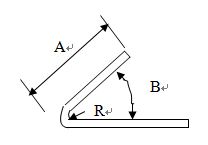
图2 任意角弯曲图
当图示角度B>90。时,弯边尺寸略长于弯角90。的弯边尺寸;当图示角度B<90。时,弯边尺寸略短于弯角90。的弯边尺寸。根据此规律试弯,对要求尺寸严格情况下,可用中性层展开计算。
4.3 根据图纸工艺要求,选择相应的弯模并安装,其后将模具槽升起,转到所需模槽再降下模槽,并使相应上刀装于拖板上,调正调节螺丝使下模槽中心线和上刀重合,然后调正间隙。
4.4 对多弯角的零件要明确弯制顺序,各种不同零件弯制顺序,按图3要求进行弯制。
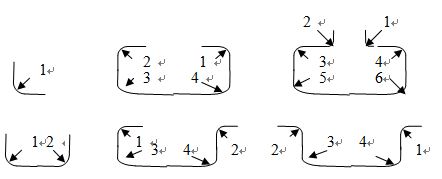
图3 多弯角零件弯制顺序简图
4.5 根据计算出的弯边尺寸,调正挡板尺寸,试弯,自检弯边尺寸、弯角,达到要求后,成批生产,数量多的要首件送检。
4.6 在弯制封闭边时,允许用手锤敲开一端弯制,弯后用锤校平。
4.7 最小折边C的规定:图4按表2,图5按表3。最小折边与所采用模槽宽度,所用弯刀形状及挡料板厚度有关。
表2 最小折边 单位:mm
C 料厚
|
1 | 1.5 | 2 | 3 | 4 | 5 | 6 | |||
| 1 | 6 | 12 | — | — | — | — | — | |||
| 2.3 | 12 | 12 | 12 | 15 | 18 | 25 | 36 | |||
| 8 | 18 | 18 | 20 | 25 | 25 | 36 | 36 | |||
| 20 | 25 | 25 | 25 | 36 | 36 |
表3 最小折边 单位:mm
C 料厚
|
1 | 1.5 | 2 | 3 | 4 | 5 | 6 | ||||
| 1 | 10 | 15 | — | — | — | — | — | ||||
| 2.3 | 15 | 15 | 15 | 20 | 60 | 60 | 60 | ||||
| 8 | 60 | 60 | 60 | 60 | 60 | 60 | 60 | ||||
| 20 | 60 | 60 | 60 | 60 | 60 | 60 | 60 |
4.8 弯模槽宽按表4选择。
表4 弯模槽宽选择表 单位:mm
槽 宽 料厚 |
R |
|||||||||||||
| 1 | 1 | 7 | 7 | 7 | 7 | 7 | 7 | |||||||
| 1 1.5 2 | 2.3 | 15 | 15 | 15 | 15 | 15 | 15 | |||||||
| 3 | 20 | 20 | 20 | 20 | 20 | 20 | ||||||||
| 4 | 26 | 26 | 26 | 26 | 26 | 26 | ||||||||
| 5 | 36 | 36 | 36 | 36 | 58 | 58 | ||||||||
| 6 | 58 | 58 | 58 | 58 | ||||||||||
| 1.5 2 | 5 | 15 | 15 | 15 | 15 | 15 | 15 | |||||||
| 1 1.5 | 8 | 26 | 26 | 26 | 26 | 26 | 26 | |||||||
| 2 | 26 | 26 | 26 | 36 | 36 | 36 | ||||||||
| 3 | 26 | 36 | 36 | 36 | 36 | 36 | ||||||||
| 4 | 36 | 36 | 36 | 58 | 58 | 58 | ||||||||
| 5 | 58 | 58 | 58 | 58 | 58 | 58 | ||||||||
| 6 | 58 | 58 | 58 | 58 | ||||||||||
| 1 | 20 | 36 | 36 | 36 | 36 | 36 | 36 | |||||||
| 1.5 | 36 | 36 | 36 | 36 | 36 | 36 | ||||||||
| 2 | 36 | 36 | 58 | 58 | 58 | 58 | ||||||||
| 3 | 36 | 36 | 58 | 58 | 58 | 58 | ||||||||
| 4 | 58 | 58 | 58 |
4.9 图6、图7折边范围A、B的确定,根据在不同弯刀的折边范围中,由作图得出其极限尺寸范围。
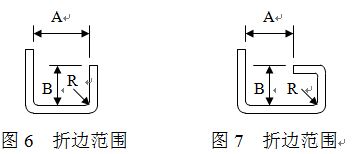
图6 折边范围 图7 折边范围
4.10弯制后的零件,如有角度不合要求,可用锤敲打、整形,直到符合要求.
- 质量要求
小于50mm用卡尺,大于50mm用卷尺测量。弯边允许公差应符合表5的规定。
表5 弯边允许公差 单位:mm
| 外形尺寸 | < 50 | 50 〜 260 | 260 〜 800 | 800 〜 930 |
| 允许公差 | ± 0.5 | ± 1.0 | ± 1.5 | ± 2.0 |
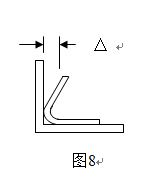 表6 弯角垂直度允许公差 单位:mm
表6 弯角垂直度允许公差 单位:mm| 公称尺寸 | △ |
| < 75 | ± 0.5 |
| 75 〜 150 | ± 1.0 |
| > 150 | ± 1.5 |
在图中未注明要求情况下按下图各情况执行。
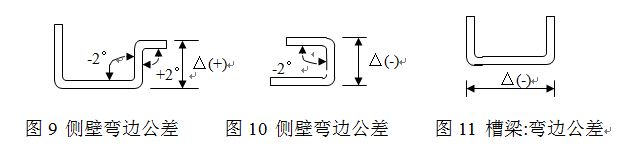
a) 图9侧壁取弯边公差表中正值;
b) 图10侧壁:取弯边公差表中负值;
c) 图11槽梁:取弯边公差表中负值。
6. 安全生产
6.1 开车前,检查机床是否有异常情况,每天工作前要空车运转一段时间后才能开始工作,定期润滑机床。
6.2 更换刀具时必须停车。
6.3 在一个加件上弯制两个或两个以上边时,不允许打连车以确保安全生产。
6.4 弯制长度较大的另件时,手必须在钢板下面,以防钢板上翻时,发生事故。
6.5 两个人以上同时工作时,动作要直协调,精神集中。
6.6 必须做到人走车关.。
http://www.zlmjmx.com/
| 北京中联公司二次线工艺说明 | 母线槽生产车间剪板机安全操作规 | 北京中联公司剪切下料工艺守则 |
| 北京母线槽中联公司折弯工艺守则 | 母线槽喷塑工艺守则 | 母线加工机操作规程 |
| 母线槽车间折弯机安全操作规程 | 北京中联母线槽桥架公司下发关于 | 中联公司耐压测试仪操作规程 |
- 北京中联公司剪切下料工艺守则
- 剪切下料工艺守则 Q/ZLQJG JZ11-2009 ……
- 北京中联公司通电操作试验台操作规程
- 通电操作试验台操作规程 Q/ZLQJG JZ44……
- 兆欧表操作规程
- 兆欧表操作规程 Q/ZLQJG JZ43-2009 1……