
����ĸ�߲� > ĸ����Ѷ > ��ҵ�Ļ� >
�����������ӹ�������
�༭��admin ����� ����ʱ�䣺2013-05-24 08:05
�������ӹ������� Q/ZLQJG JZ14-2009
- ���÷�Χ
- �豸��װ�빤�߲���
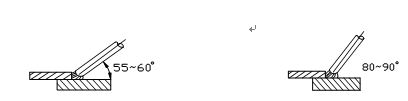
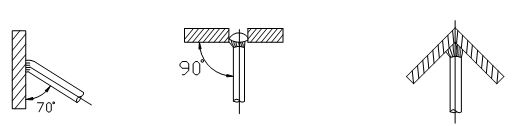
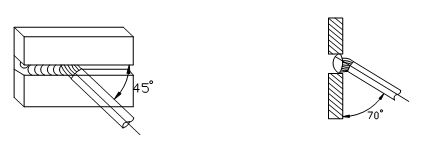
a) BX6��BX-300�����绡������
b) ����ɰ�ֻ���
c) ����ĥ�����
2.2 ��װ�빤��
a) ����̥��
b) ���ִ�����������ľ����
c) ���ﱡ�Բﱣ�
d) �־��� 2m �� 3m���ְ�� 1m���dz� 300mm��
e) �纸ǯ������Ͱ�����֡�
2.3 ����
������421��422��������3.5.1ѡ��
- ������
3.2 �����Ͷ�������Ʒ��
3.3 ��Ϥ��Ʒͼ�����йؼ����ļ���
3.4 ����豸���м���ǽӵ��Ƿ����ã�����Ӧ���м�����ʹ�á�
4 ����
4.1 ���濴�庸װͼ�ߴ缰����Ҫ����Ϥÿ�������ĺ���λ�ã����źú����Ⱥ�˳��ȷ����ӹ����ա�����λ��Ӧ��������ƽ�������ӹ�����Ӧ����ѡ�ӱ�����С��˳����к��ӣ�һ��ѡ�öԳ�λ�ú��ӡ�
4.2 ��ȡ�����㲿�������ϲ�����ϸ�ʹ�ã��Ե���������Ҫ��Ŀɽ���У������У���ĵ�������ʹ����Ϊ��Ʒ��
4.3 ���빤װ�����ϡ�
4.4 �������ӵ�����
���ӵ���һ��Ӧ���ݺ���ʹ��˵�������������ĺ��ӵ���ѡ�ã���˵������û�������ӵ�������һ��ѡ�ý�421���422���������ݺ�����ֱ���ͺ����ĺ��ѡ��ͬ��������ӣ���ѡ��ֱ�����ڻ���Ƶ��ڱ�������ȵĺ������������ӵ�����1ѡ�á�
��1 ��������뺸��ֱ���ͺ��ӵ���ѡ�ñ�
| �������(mm) | ����ֱ��(mm) | ���ӵ���(A) |
| 1-2 | 2-2.5 | 50~80 |
| 3 | 2.5-3.2 | 60~100 |
| 4 | 3.2-4 | 90~140 |
| 5 | 4 | 160~210 |
| 6 | 4 | 160~240 |
4.6 �����ں��Ӵ������������ں�����������������ʽ���ӹ��������жϻ������뽫�϶κ���Ľ�β�����������ɾ������º��ӡ�
4.7 �����ǡ���ĥ��
4.8 �������ؼ�����ƽ̨�ͺ���̥���ϵ�����ɽ�����ˮ�顣
5 ���ͺ��ӵIJ���Ҫ��
5.1 �Խ�ƽ��
a) ͬһ��Ȳ��϶Խ�ƽ������ͼ1��
��1�� ����ͼ ��2������ͼ
ͼ1 ͬ��Ȳ��϶Խ�
b����ͬ��Ȳ��϶Խ�ƽ������ͼ2��

��1������ͼ ��2��������ͼ
ͼ2 ��ͬ��Ȳ��϶Խ�
c���ǽ����ƽ������ͼ3��
��1�� ����ͼ ��2�� ������ͼ
ͼ3 �ǽ����ƽ��
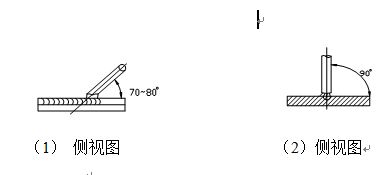
5.2 ���ֽ�ͷ�Ǻ�����ͼ4-1��
a����һ��Ȳ��ϵĶ��ֽ�ͷ�Ǻ�
��1�����������ͼ ��2��������ͼ
ͼ4-1 ͬ��Ȳ��ϵĶ��ֽ�ͷ�Ǻ�
- ͬ��Ȳ����¶��ֽ�ͷ�Ǻ�����ͼ4—2��

(1) ��ȱȲ�С������ͼ (2) ��ȱȲ��������ͼ
ͼ4—2 ��ͬ��Ȳ��ϵĶ��ֽ�ͷ�Ǻ�
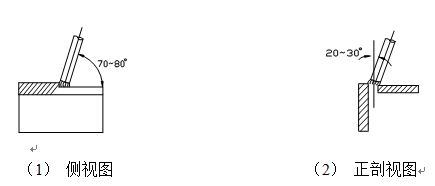
5.3 ��ӽǺ�
a��ͬ��Ȳ��ϴ�ӽǺ�����ͼ5—1��
(1) ����ͼ (2) ������ͼ
ͼ5—1 ͬ��Ȳ��ϴ�ӽǺ�
b����ͬ��Ȳ��ϴ�ӽǺ�����ͼ5—2��
(1) ��ȱȲ�С������ͼ (2) ��ȱȲ��������ͼ
ͼ5—2 ��ͬ��Ȳ������ӽǺ�
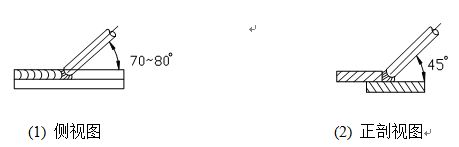
5.4 ����
a���Խ���������ͼ6��
b���ǽ���������ͼ6��
��1���ԽӺͽǽ����� ��2���Խ�����������ͼ ��3���ǽ�����������ͼ
������ʾ��ͼ
ͼ6 �ԽӺͽǽ�����
5.5 �Ẹ����ͼ7��
(1) ��������ͼ ��2�� ������ͼ
ͼ7 �ԽӺẸ
5.6 �Խ���������ͼ8

��1��������ͼ ( 2 ) ������ͼ
ͼ8 �Խ�����
5.7 �������ͷ�ͽ�β����Ҫ��
5.7.1 �������ͷ����Ҫ�㡣Ϊ��������˿����ͷ��ǿ�߶Ƚϴ�����С�����Բ�������������
a������������ͷ���ó���Ԥ�Ⱥ��ٽ��к��ӣ�
b������ͷ����8—10���ĺ�������������ͷ���ٽ��к��ӡ�
5.7.2 ����IJ���Ҫ��Ϊ�����������β���Ļ��ӣ����Բ������к�����β����
a�����Ӳ��ϽϺ�ʱ�����ں�����β�������غ�һС�Σ���֤��������
b��һ������ر��Ǻ��Ӳ��Ͻϱ�ʱ�����Բ�������β�������������ջ���
6 ����ijߴ�Ҫ��
6.1 �ԽӺ���
a�� ͬ��Ȳ��϶ԽӺ��죬��ͼ9��
ͼ9 ͬ��Ȳ��϶ԽӺ�������ʾ��ͼ
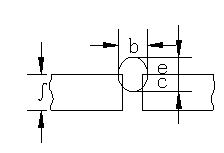
ͼ�� ��δ- ����ĸ�ĺ��
e - �����ǿ�߶ȣ�Ҳ��Ϊ�ѷ�߶Ȼ���ǿ����
e = ( 1 /3 ~ 2 /3 ) δ��ͬʱƽ��e���ó���2 mm��
�������ӷ���e ���ó���3 mm��
c - ���� c = 3 /4�
b- ������ȣ��������b�ͺ��ĺ��δ��ϵ������2��
��2 �������b�ͺ��ĺ��δ��ϵ
| �������b (mm) | 3 | 5 | 7 | 8~10 | 12 |
| ���Ϻ��δ(mm) | 1 | 2 | 3 | 4~5 | 6 |
b�����ֺ�Ȳ��϶ԽӺ��죬��ͼ10��
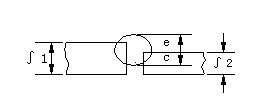
ͼ10 ���ֺ�Ȳ��϶ԽӺ�������ʾ��ͼ
ע�� ��1�� 0.2~5mm��Ȳ��϶Խӣ����֮��ó���1mm������2mmҪ���¿ڡ�
��2�� �����ֺ�Ȳ��϶Խ�ʱ�ĸ���ϵʽ��ͬ��Ȳ��϶Խ�ʱ����ϵʽ��ͬ��������δ1��δ2�е�δ2����δ1��
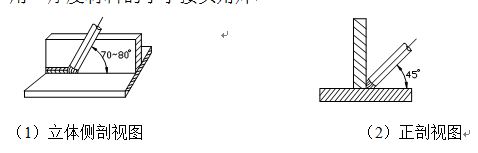
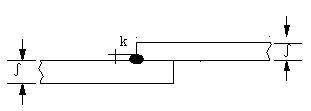
6.2 �ǽӽ�ͷ��T�ͽ�ͷ���졣
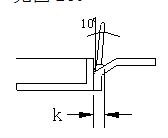
a��ͬ�ֺ�Ȳ��Ͻǽӽ�ͷ��T�ͽ�ͷ�Ǻ��죨∫1=∫2������ͼ11��
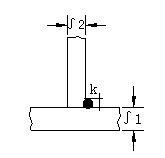
ͼ11 ͬ�ֺ�Ȳ��Ͻǽӽ�ͷ
��T�ͽ�ͷ�Ǻ�������ʾ��ͼ��
ͼ�У�δ- ���Ӳ��Ϻ��
k- ���� K ≥ 0.8δ��k��ó���4 mm.
���磺��δ1��δ2=5 mmʱk=4�ȽϺ���
��δ1��δ2=4 mmʱk=3.5�ȽϺ���
��δ1��δ2=3 mmʱk=2.5�ȽϺ���
b�� ���ֺ�Ȳ��Ͻǽӽ�ͷ��T�ͽ�ͷ�Ǻ���δ1��δ2������ͼ12�����ֺ�Ȳ��ϽǺ����Ȳ��ϽǺ������ͬ��ֻ���Ա����Ϻ��δ2����ͬ��Ȳ��ϽǺ������δ1��
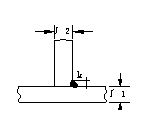
ͼ12 ���ֺ�Ȳ��Ͻǽӽ�ͷ
��T�ͽ�ͷ�Ǻ�������ʾ��ͼ
6.3 ��ӽǺ�
a��ͬ��Ȳ��ϴ�ӽǺ�����ͼ13��
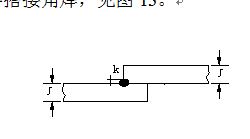
ͼ13 ͬ��Ȳ��ϴ�ӽǺ������ʾ��ͼ
ͼ�У�δ- ���Ӳ��Ϻ��
K - ���� �ڲ����¿�����£� K≥0.8δ K��ó���4 mm����
b�����ֺ�Ȳ��ϴ�ӽǺ�����ͼ14�����ֺ�Ȳ��ϴ�ӽǺ���ͬ�ֺ�Ȳ��ϴ�ӽǺ������ͬ��ֻ���Ա����Ϻ��δ2����δ��
ͼ14 ���ֺ�Ȳ��ϴ�ӽǺ������ʾ��ͼ
- ��������
ͼ15 �ԽӶ�������ʾ��ͼ
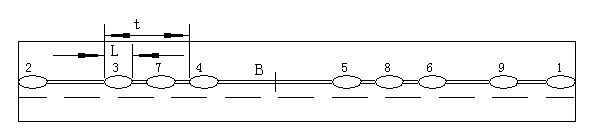
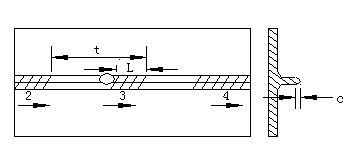
6.4.2 �������ӽھࣨ����˵����Ӧ�������йظ�ͼ��
t �ھ�
L ���쳤��
— ��ʾ����
O ��ʾ��̺���
B �ԽӲ���֮���϶
(1) �ԽӲ���֮��Ӧ���ļ�϶������3��
��3 �ԽӲ���֮��Ӧ���ļ�϶
| ���ĺ��δ(mm) | 2 | 3 | 4 | 5 | 6 |
| �ԽӼ�϶B(mm) | 1±0.5 | 2±1 | |||
(3) �ԽӶ�������L��t��Ӧ��ϵѡ����ݲ��Ϻ�Ȳ��ձ�4��
��4 L��t��Ӧ��ϵѡ���
| �ְ���δ(mm) | 1.5 | 2 | 2.5 | 3 | 4 |
| ���쳤��L(mm) | 20 | 25 | 35 | 45 | 55 |
| �� �� t (mm) | ≤110 | ≤125 | ≤160 | ≤180 | ≤200 |
���⣬�ԽӶ�������Ҫ�����˱����к��죬�����ĺ���ֲ����ȶԳơ�
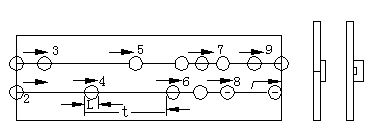
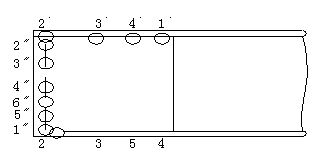
(4) �ڱ�֤(2)��������£����Ⱥ���̺���(1) Ȼ��(2)(3) (4) (5) (6)�����첿λҲҪ���õ�̺��㡣(7) (8) (9)����λ�õĵ�̺�����Ϊ�˱�֤�Խ�������������ƽ����������Ҫ�ӵĵ�̺��㡣
(5) ����ʱ��(1) (2) (3) (4) (5) (6)˳��ʩ����ʩ��������ͼ��ʾ��
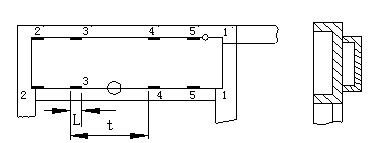
ͼʮ�� �Ǹ���ְ��Ӷ�������ʾ��ͼ
ͼ16 �Ǹ���ְ�˲���Ӷ�������ʾ��ͼ
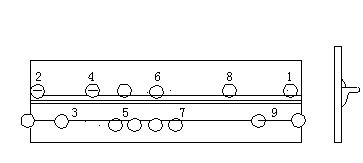
ͼ17 �Ǹ���ְ��Ӷ�������ʾ��ͼ
ͼ18 �ְ���ְ��Ӷ�������ʾ��ͼ
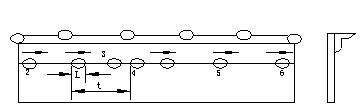
1) ��Ӽ��䲻�����м�϶��
2) ��Ӷ������Ӻ���ķֲ���L��t��ѡ��
a) �Ǹ���ְ��Ӷ������Ӹ��ݽǸ��ͺźְ��Ȳ��ձ�5����ѡ�����⣬�Ǹ���ְ��Ӷ������ӽǸ�����(ͼ17��ʾ�Ǹֲַ�)�����к��죬����ֲ�Ҫ����ȶԳơ��������˱��뺸��̺��㡣
��5 �Ǹ���ְ��Ӷ������Ӳ���L��tѡ���
| �ְ���δ(mm) | �� �� �� �� | ���쳤��L(mm) | �ھ�t (mm) |
| 1.5 | 30×30×3 | 25 | ≤170 |
| 2 | 40×40×4 | 30 | ≤180 |
| 2.5~3 | 50×50×5 | 35 | ≤200 |
��6 �ְ���ְ��ӵĶ������Ӳ���L��tѡ���
| �ְ���δ(mm) | ���쳤��L(mm) | �ھ�t (mm) |
| 2 | 30 | ≤150 |
| 2.5~3 | 40 | ≤180 |
4) ����ʱ����ͼ����ʾ�����˳��ͷ���ʩ����
6.5 �Աߺ�����ͼ19��
ͼ19 �Աߺ���ʾ��ͼ
(1) Ҫ���Ʒ��������������ƽ�����Ա߶Խ�֮��Ҫ����ʵ��
(2) �Ա߶ԽӶ������Ӹ��ݸְ��Ȳ��ձ�7ѡ�쳤�Ⱥͽھ࣬��������Ҫ���к��죬����ֲ�Ҫ����ȶԳƣ������ǿ�߶�c=2mm��
(3) �ڱ�֤(1)�������£����Ⱥ�����̺��㡣�ٺ�ÿ������ĵ�̺��㣬���⣬Ϊ�˱�֤(1)������Ҫ������Ҫ�Ӻ���̵㡣
(4) ����ʱ����ͼ����ʾ����˳��ͷ���ʩ����
��7�Ա߶ԽӶ������Ӳ���L��tѡ���
| �ǰ���δ(mm) | ���쳤��L(mm) | �ھ�t(mm) | ��ǿ�߶�c(mm) |
| 2~2.5 | 25 | ≤200 | 2 |
ͼ20 �Աߺ��ӷ�����ʵ��ʾ��ͼ
a��Ҫ������������ƽ�����Ա߶Խ�֮��Ҫ����ʵ��
b�����˱߲��������м���Ϊ�Գ����ߣ�������ȶԳơ�
L = 40mm 1 ≤ e ≤ L t ≤ 300
c��Ϊ��֤a����Ҫ��������������ҪӦ�Ӻ���Ҫ�ĵ�̺��㡣
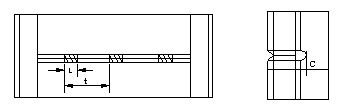
6.6 ���Ǹִ�Ӷ������ӣ�
��1�����Ǹִ�Ӷ������Ӳ�����ʵ������ͼ21��
ͼ21 ���Ǹִ�Ӷ����������庸��ʾ��ͼ
a����Ӽ�֮�䲻�����м�϶
b�����������º�����Բ����������ݺ������˱��뺸�����ݰ���δmm�ͽǸ��ͺŲ��ձ�8ѡ�쳤��L�ͽھ�t ,���캸��ֲ�Ҫ����ȶԳơ�
c���ڱ�֤a���������֮�£����Ⱥ����˵�̺��㣬�ٺ�ÿ������ĵ�̺��㣬����Ϊ�˱�֤a��������Ҫ������Ҫ�Ӻ���̺��㡣
d������ʱ����ͼ����ʾ����˳��ͷ���ʩ����
��8 ���Ǹִ�Ӷ������Ӳ���L��tѡ���
| �ְ���∫(mm) | �Ǹ��ͺ� | ���쳤��L (mm) | �ھ�t (mm) |
| 2~2.5 | 40×40×4��50×50×5 | 25 | ≤225 |
ͼ22 ���Ǹִ�Ӷ������ӷ����庸��ʾ��ͼ
��2�����Ǹִ�Ӷ�����������ʵ������ͼ22��
a����Ӽ�֮�䲻�����м�϶
b�����������º������˱��뺸�м�3��������ֲ�Ҫ����ȶԳƣ����쳤��L=25mm�����쳤�Ⱥͽھ��ѡ����ձ�Ŀ������ֲ�Ҫ����ȶԳơ�
c�� �ڱ�֤a�����������֮�£����Ⱥ����˵�̺��㣬�ٺ�ÿ������ĵ�̺��㣬����Ϊ�˱�֤a������Ҫ������Ҫ�Ӻ���̺��㡣
d�� ����ʱ����ͼ����ʾ����˳��ͷ���ʩ����
-
���ֵ��ͺ��ӹ���ʵ��
- ���б�Եλ�õĺ��죬�������ɱ�Ե�������ӵ���ͷ���������ñ�Ե��Ϊ��β����ͼ23��

ͼ23 ����Եλ�õĺ��캸�ӷ���ʾ��ͼ
7.2 �Ǹֶ��ֺ�����ͼ24��

ͼ24 �Ǹֶ��ֺ���ʾ��ͼ
- ��ͼֽ�ҳ�����Ǹ֣�����ͼֽ�ߴ�ںýǸ֡�
- ѹ���Ǹ֣��Ⱥ�1��2��̺��㡣
- ʩ��˳��3��4��1��2ʩ��������ͼ��ʾ��
- �ں�ҳʱ����ʹ�ú�Ҷ���ӡ�
- ����̺����ȡ�º�Ҷ���ӡ�
- ʩ��������ͼ25��ʾ��
- K≥d/2��dΪ��Ҷ�⾶��
ͼ25 ��ҳ�Ẹ��ʾ��ͼ
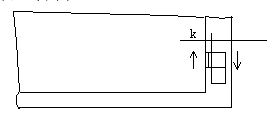
7.4 �Ա߷���ԽӺ��ӣ���ͼ26��
ͼ26 �Ա߷���ԽӺ���ʾ��ͼ
- ����Ҫ����ͼ��ʾ
- k≥3mm
- A��Ϊ�����棬��ƽ��≤5mm/m2
-
������ע�������
- ���ڷ�϶�����Ϻ�ʱ���������ⴸ����ߣ��Է�Ӱ����߽Ƕȣ��������϶�����������뺸����ͬ��խ����䲹����
- �����麸������麸��Ҫ��������������Ӧ�����������κ����麸�������麸���������麸�������麸��һ�����Ρ�
- �麸�������麸ǰ��Ӧ���Ƚ��оֲ���̺����������λ�ߴ����ͼ�����ﵽ����Ҫ��ʱ�����ɺ����ι̡�
- Ϊ���ٱ��庸�ӱ��Σ��ɲ���“����ֶη�” ��“�Գ�������”�������������������м亸�ӡ�
-
����Ҫ��
- ��������Ӧ���ϱ�����Ҫ��
9.2 ����Ӧ�����ɾ����Ͻ���δ�����ɾ�������ҩƤ�ĺ���ת���µ�����
9.3 ����Ӧ�ι̣����죨�㣩Ӧ�⻬���ȡ����������ơ�ҧ�ߡ���������������
9.4 ���к����ļ�����״���ߴ�������ͼ�����йؼ����ļ��Ĺ涨�������š��Ż����ķ�϶Ӧ���ȣ���Ӧ����ͼ����Ҫ��ͼ�����йؼ����ļ���û��������ƫʱ�����γߴ�����ƫ�����9����ƽ��Խ���֮��ľ���ֵ����10�������Ż�ṹ��ķ�϶���Ȳ����11��
9.5 �ſ���Ӧת���������ǶȲ���С��90°���������Ժ���������ż����IJ�ƽ�Ȳ��ô���3mm���Ҳ�Ӧ�����Եİ���ƽ����
9.6 Ӧ���涨�γɱ�Ҫ�ļ�¼������������Ҫ��İ����ϸ�Ʒ���Ƴ�����д��á�
- ��ȫע������
10.2 ��麸ǯ��������Ӧ�Ƿ��Ե���ã�����©������Ӧ�ú���ʹ�á�
10.3 Ӧ�����÷�����Ʒ����ֹ���ˡ����硣
10.5 ���ӳ���5m�ڲ��÷�����ȼ���ױ���Ʒ���Է�ʧ��
��9 ���γߴ�����ƫ��
| �ߴ緶Χ(mm) | ƫ �� (mm) | ||
| �� | �� | �� | |
| ~120 | ±0.8 | 0 -0.6 | ±0.8 |
| >120~400 | ±1.2 | 0 -1.0 | ±1.2 |
| >400~1000 | ±2.0 | 0 -1.6 | ±2.0 |
| >1000~2000 | ±3.0 | 0 -2.4 | ±3.0 |
| >2000~4000 | ±4.0 | 0 -4.0 | ±4.0 |
| >4000 | ±5.0 | 0 -6.0 | ±5.0 |
��10 ��ƽ��Խ���֮��ľ���ֵ
| �ߴ緶Χ(mm) | �� �� �� ֮ �� �� �� �� ֵ (mm) | ||
| �� �� | �� �� | �� �� | |
| ≤500 | 2 | 2 | 2 |
| 501~1500 | 3 | 3 | 3 |
| 1501~2000 | 4 | 4 | 4 |
| 2001~3000 | 5 | 5 | 5 |
��11 �����Ż�ṹ��ķ�϶���Ȳ�
| �����ߴ緶Χ (mm) | ≤1000 | >1000 |
| ͬһ��϶���Ȳ� (mm) | 1 | 1.5 |
| ƽ�з�϶���Ȳ� (mm) | 2 | 2.5 |
http://www.zlmjmx.com/
- ����������˾�������Ϲ�������
- �������Ϲ������� Q/ZLQJG JZ11-2009 ����
- ����������˾ͨ���������̨�������
- ͨ���������̨������� Q/ZLQJG JZ44����
- ��ŷ���������
- ��ŷ��������� Q/ZLQJG JZ43-2009 1����